Укрупнение номенклатуры выпускаемой продукции
 |
Укрупнение номенклатуры выпускаемой продукции. При расчете производственной мощности и проведении экономических расчетов необходимо проводить укрупнение выпускаемого ассортимента. В статье рассмотрен пример укрупнения номенклатуры, представлен файл по расчету в формате Excel. |
При определении производственной мощности предприятия учитывается вся номенклатура выпускаемой продукции.
В многономенклатурных производствах (машиностроение, металлообработка, производство резинотехнических изделий, изделий из пластмасс, швейная, трикотажная и другие отрасли промышленности) производственная программа выпуска продукции лишь в редких случаях может быть непосредственно заложена в расчет производственной мощности без предварительной обработки. Чтобы производственная программа давала четкое представление о профиле предприятия и была достаточно обозримой, т. е. не содержала чрезмерно обширной номенклатуры изделий, ее приводят в вид, который позволил бы свести объем расчетов к разумному минимуму. Преобразованная таким порядком программа обычно носит название расчетной программы.
В расчетной программе должны применяться те же единицы измерения (штуки, тонны, погонные метры, квадратные метры, рубли и др.), которые приняты для определенных изделий в производственной программе выпуска продукции. В расчетную программу не включаются мелкие, разовые, неповторяющиеся заказы, капитальный ремонт собственных основных фондов, производство запасных частей к собственному оборудованию.
На предприятиях, выпускающих большую номенклатуру изделий, при составлении расчетной программы производят укрупнение номенклатуры путем объединения разных наименований изделий в группы по конструкторско-технологическому подобию и приведения каждой группы к одному базовому изделию-представителю. При этом необходимо, чтобы структура трудоемкости производимых изделий была возможно ближе к структуре трудоемкости изделия-представителя и чтобы последнее имело в группе наибольший выпуск и наибольшую суммарную трудоемкость. Обязательным является также, чтобы приводимые изделия и изделия-представители изготовлялись на основе освоенных технологических процессов.
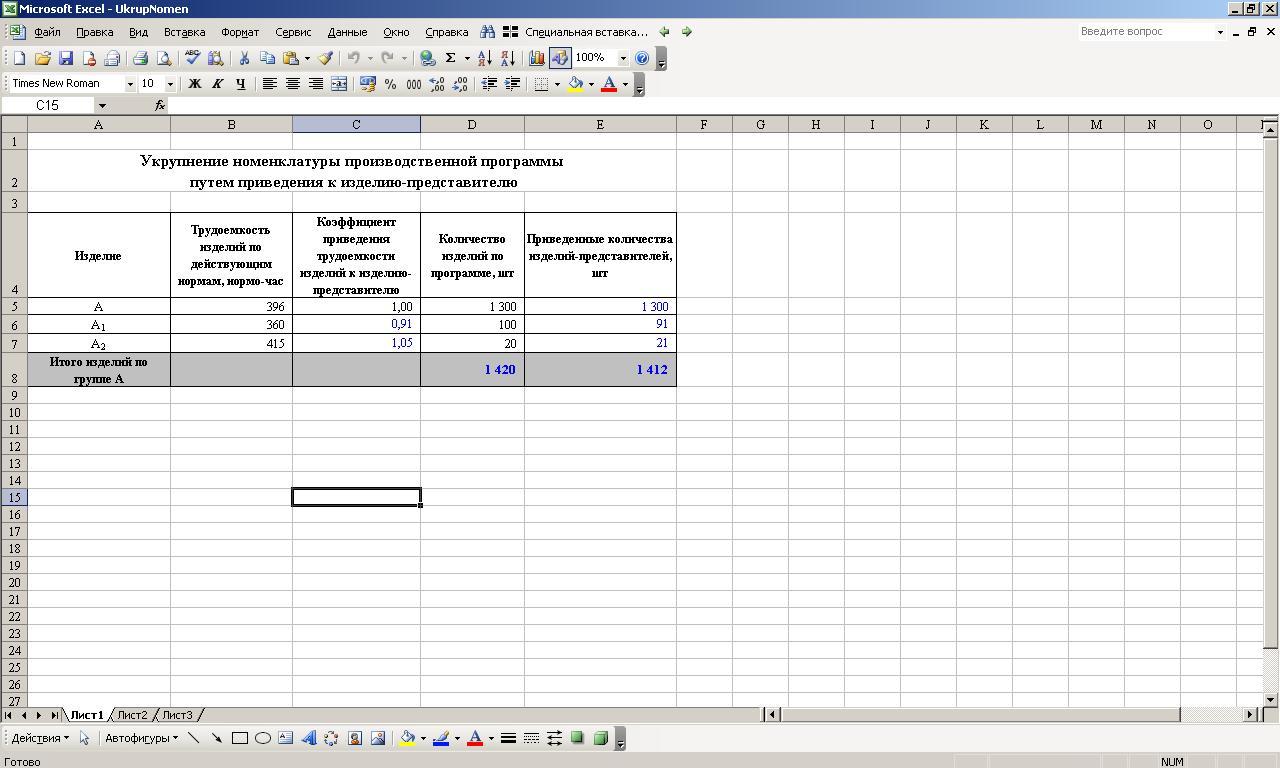
Пример укрупнения номенклатуры производственной программы путем приведения групп конструкторско-технологически однородных изделий к изделию-представителю виден из следующего условного расчета
Укрупнение номенклатуры производственной программы путем приведения к изделию-представителю.
| Изделие | Трудоемкость изделий по действующим нормам, нормо-час | Коэффициент приведения трудоемкости изделий к изделию-представителю | Количество изделий по программе, шт | Приведенные количества изделий-представителей, шт |
| А | 396 | 1,0 | 1300 | 1300 |
| А1 | 360 | 0.91 | 100 | 91 |
| А2 | 415 | 1,05 | 20 | 21 |
| Итого изделий по группе А | — | — | 1420 | 1412 |
Таким образом, вместо значившихся в производственной программе трех наименований изделий (А — 1300 шт., А1 — 100 шт. и А2 — 20 шт.) в расчетной программе будет представлено в качестве изделия-представителя только изделие А в количестве 1412 шт. В результате укрупнения три позиции программы сведены в одну.
Если в производственной программе есть вновь осваиваемые изделия, по которым предприятие к моменту расчета мощности не располагает нормами трудоемкости, чертежами и картами технологических процессов, то необходимые исходные данные приходится определять по аналогии с другими, уже освоенными изделиями. Для этого из номенклатуры освоенной продукции выбирают изделие-аналог, схожее с вновь осваиваемым изделием конструкторско-технологической характеристикой и техническими параметрами (вес, мощность, производительность и т. д.), по которому имеется норма трудоемкости.
Удельную трудоемкость изделия-аналога принимают для определения трудоемкости нового изделия, вводя, если необходимо, соответствующие поправочные коэффициенты.
Выбор изделия-аналога и определение поправочных коэффициентов должно базироваться на тщательном анализе технических параметров освоенного и осваиваемого изделий.
Рассмотрим пример. В производственной программе предприятия имеется новое изделие весом 40 т., норма трудоемкости которого еще не определена. В номенклатуре продукции завода имеется освоенное изделие с той же конструктивно-технологической характеристикой, но весом 60 т. Удельная трудоемкость этого изделия 60 ч на 1 т. Трудоемкость нового изделия, в котором применены высококачественные материалы, позволившие уменьшить вес на единицу полезного эффекта (мощности, производительности и т. п.), принимаем равной удельной трудоемкости старого изделия с коэффициентом 1,1 (т. е. 60*1,1 = 66 нормо-часов на 1 т или 66*40 = 2640 нормо-часа на все изделие).
| Изображение | Ссылки на скачивание | Альтернатива | |
|
|
Купить другой цифровой товар |
Оставить комментарий